

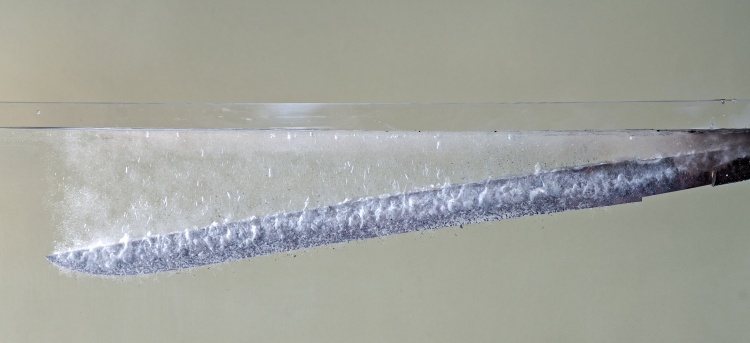
 A tanto is plunged into the water during the hadaka-yaki process—yaki-ire, or heat treating, with no clay coating on the blade. (Yoshikazu Yoshihara photo)
A tanto is plunged into the water during the hadaka-yaki process—yaki-ire, or heat treating, with no clay coating on the blade. (Yoshikazu Yoshihara photo)
Reader questions BLADE® story description of Japanese-style heat treatment
By BLADE staff
Question: Regarding part three of the “HAMON!” series, page 46, in the November BLADE®: Bladesmithing articles written by observation sometimes lack accuracy. To heat treat tool steel you anneal first, then harden and then temper to change hardness into toughness. That temperature is usually 400°F to 435°F and it is called tempering for about 30 minutes.—Bob Rupert, Pittsburgh, Pennsylvania
Answer: The author of the series, Leon Kapp, was kind enough to provide the following comments on Mr. Rupert’s letter:
I described the process exactly as Yoshindo Yoshihara and other swordsmiths in Japan do it (and as I have done it myself). The process is at least 1,200 to 1,400 years old in Japan. It was developed and used for tamahagane—a raw steel made of Japanese iron-bearing sand that requires extensive refinement—and works beautifully for that steel. However, I think a main difference between tamahagane and modern steels is that tamahagane contains only small traces of anything except iron and carbon. Manganese or other elements in the steel might require changes in this process. If done right, the Japanese process hardens the blade all the way through the hamon, and not just near the surface.
In fact, since all my experience is with Yoshindo and Japanese swords, I am very surprised and do not understand the technical reasons for the complex hardening methods I read about in BLADE or hear about from modern U.S. makers. It appears that Japanese-style yaki-ire (heat treatment) is a relatively simple process, but it does take years of experience to get it right.
After yaki-ire, the blade is annealed by heating it in the forge, again as described in the story (that is, yaki-modoshi). If that is not done, the blade will be very brittle and even very difficult to polish.
I think this is a reasonable answer to Mr. Rupert: The article is a detailed description of the process exactly as used in Japanese swords. The process and the steel are both very old and traditional in Japan, and it is done exactly as described—but the yaki-ire process was developed specifically for tamahagane steel.
Anthony Dicristofano (page 12, September BLADE®) has experimented with yaki-ire (Japanese style) for both tamahagane steels and for modern knife steels and told me he can see the differences. (Anthony works with Yoshindo in our backyard forge often during Yoshindo’s visits.) I think an important point to take from this is there are many ways to obtain great results with variations in materials and techniques.
Oh, and one more point: There is another goal in Japanese and Western hardening. The Japanese method is designed to specifically harden only the edge region. As far as I know, the Western approach usually seems designed to harden or heat treat the entire blade. If yaki-ire were used to harden the entire blade, Yoshindo says the thin Japanese blades would crack or shatter immediately in use.
Question: How much forging is enough? Is there a point of no return, or even a negative return? I typically start with 1-inch-diameter O1 drill rod for my knives, which I first must reduce to a flat piece of steel in the basic knife shape I want. This takes three-to-four heats to accomplish, and sometimes more depending on the size of the finished knife. Once the basic shape is attained, I then start working in the bevels.
Is the reduction from 1-inch round to a quarter-inch flat going to give me all the benefits from forging that can be gained? Is the bevel forging simply gratuitous at that point? It occurs to me there must be a point in the process when additional heating and forging causes enough carbon loss to start degrading the steel rather than improving it. (Joshua States, a letter via e-mail)
Answer (graciously provided by BLADE® field editor Ed Fowler): Starting with a 1-inch round bar should get you up into the 80-point rate of reduction range, depending on the size of the blade. This rate of reduction can definitely get you into the high-endurance performance realm, providing the steel you are using is of decent quality and you do not exceed a temperature of 1,725°F while forging. Forging at low temperatures equals fine grain and no measurable loss of carbon below the surface of the blade—about .002 inch, which is scale that comes off anyway. Forge the blades a little oversized and leave the edge of the blade about the thickness of a nickel for the heat treat (hardening and tempering).
In our work at my Willow Bow Ranch, we have forged and tested to destruction many 5160 blades from 1-inch round bars (John Deere Load Control Shafts), and can get within 10 percent of the high performance of the blades forged from larger round bars.
The more forging heats under 1,725°F, the better the performance potential of the steel. I take my bars to only 1,625°F to provide a margin of safety to prevent grain growth. Most of the benefits of forging will come from the round bar to quarter-inch flat bar. Merely forging the bevels only adds another two or three points if you are practicing reduction by forging. You are better off leaving the blades thick to protect the best edge, which will lay under the surface of the “as-forged blade.”
When I start grinding, I take about the thickness of a dime off the edge of the hardened and tempered blade. The edge surface goes through a lot of thermal cycles and sometimes the best edge lies under the surface.
As far as I know there is no “point of no return,” but the potential benefits between an 80-point rate of reduction and 99-point rate of reduction are not as significant as a difference between a 10-point rate of reduction and a 30-point rate of reduction. In other words, there is a decreasing rate of benefit, but always a benefit. Picture an ant crossing a table. The first trip he goes only halfway, second trip he goes half the remaining distance and the third trip he goes only half the remaining distance. How long will it take him to get to the end of the table?
The answer is never. He will always be half the remaining distance to travel to the end, but the length of his trips becomes less each time.
Send your question to “Ask BLADE,” c/o BLADE, 700 E. State St., Iola, WI 54990, or e-mail [email protected]. We will not print your name if you request it. If your question concerns the value of a knife, please understand it will be almost impossible for us to determine a value from a picture or e-mail image without being able to examine the knife from all angles in person.
For more on the latest knives, knife legislation, knifemaking instruction, knife trends, knifemakers, what knives to buy and where and much more, subscribe to BLADE Magazine, the World’s No. 1 Knife Publication. For subscription information click on http://www.shopblade.com/product/blade-magazine-one-year-subscripti…?r+ssfb041912#BL1SU.
 NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
NEXT STEP: Download Your Free KNIFE GUIDE Issue of BLADE Magazine
BLADE’s annual Knife Guide Issue features the newest knives and sharpeners, plus knife and axe reviews, knife sheaths, kit knives and a Knife Industry Directory.Get your FREE digital PDF instant download of the annual Knife Guide. No, really! We will email it to you right now when you subscribe to the BLADE email newsletter.




